
You pull the mold from the press. Flash mars every cap, short shots litter the bin.
High-volume beverage and pharma lines depend on these molds. Skip maintenance, and defects halt production, turning shifts into scrap.
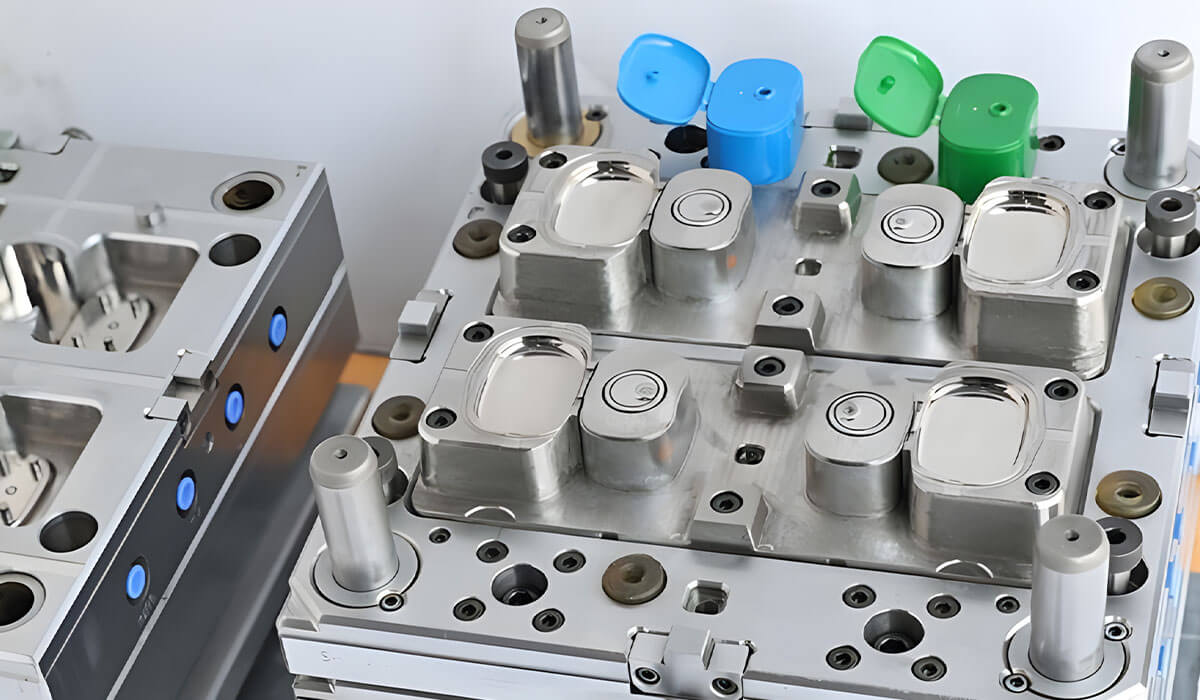
Plastic cap molds are the backbone of efficient bottle cap production. Their accuracy and durability directly affect product quality and operational efficiency. Proper maintenance of these molds not only extends their lifespan but also reduces downtime, prevents defects, and ensures smooth manufacturing operations. Regular maintenance, timely inspections, and safety strategies are critical to maintaining mold performance.
This guide equips you, engineer or plant manager, to extend mold life and deliver flawless quality.
Importance of plastic cap mold maintenance
Plastic cap molds are precision tools that withstand high temperatures, pressures, and continuous mechanical motion. The entire cost, production efficiency, and cap quality are all directly impacted by their performance. Neglecting maintenance can lead to defects, frequent shutdowns, and costly repairs. Proper maintenance ensures that the molds are reliable, durable, and capable of producing consistent results over time.
Extending mold life
Regular maintenance prevents wear, corrosion, and surface damage. By addressing small problems early — such as minor scratches or residue buildup — you can significantly extend the functional life of a mold, reducing the need for replacement.
Ensuring product quality
Well-maintained molds produce caps with consistent shape, size, and surface finish. Clean cavities and accurate alignment prevent flashing, warping, or surface defects, ensuring that the final product meets quality standards.
Reducing production time
Unexpected mold failure can halt production, causing delays and financial losses. Scheduled maintenance and timely inspections reduce unexpected breakdowns, keeping production lines running smoothly.
Improves operational efficiency
Smooth operation of ejector pins, slides, and cores reduces friction and energy consumption. Efficient molds also reduce cycle times and reduce material waste, improving overall production efficiency.
Savings: Preventive maintenance reduces the likelihood of significant repairs or replacements. It also reduces rejected caps and material waste, resulting in significant long-term cost savings.
Scheduled maintenance procedures
Scheduled maintenance follows a structured sequence of cleaning, inspection, lubrication, and dry-cycle testing performed at defined intervals to keep plastic cap molds operating at peak efficiency.
Daily routine maintenance procedures
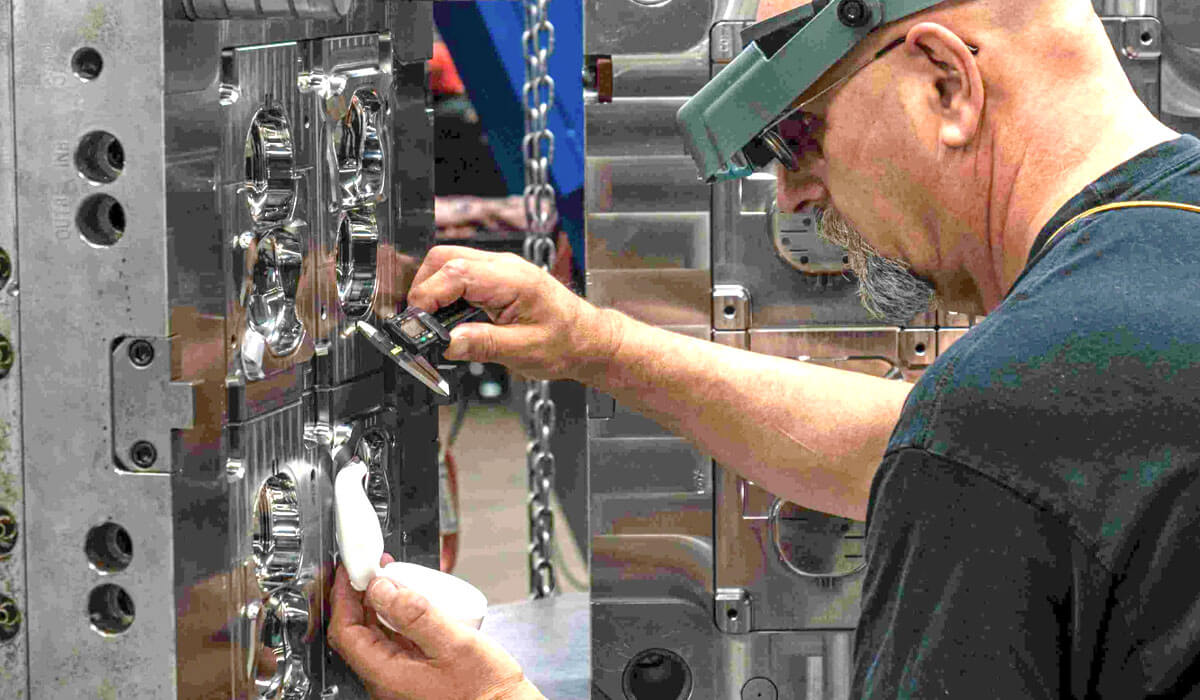
Visual inspection
Inspect molds for wear, damage, or residue buildup at each production shift end. Technicians check parting lines, ejector pins, and cooling channels closely. They spot plastic residue or plate-out on cavity surfaces immediately. Measure critical dimensions against original specs with calipers. Our production teams catch most early defects this way.
Cleaning
Clean parting lines and venting slots daily to prevent gas buildup and flash defects. Wipe cavity surfaces quickly with approved solvents like isopropyl alcohol. Dry surfaces fully before reuse.
Lubrication
Check leader pins, bushings, and sliding components each day. Apply food-grade lubricant sparingly. Lubricate slides and cores to reduce friction. This extends component life in high-cycle runs.
Cooling system monitoring and record keeping
Monitor water flow and temperature in cooling channels daily. Ensure consistency to avoid thermal stress. Log all findings in a digital or paper maintenance journal. Track trends for predictive adjustments.
Weekly deep cleaning routine
Disassemble molds safely per OEM guidelines every week. Perform ultrasonic or manual cleaning on cavities and vents.
- Remove gross residue with soft nylon brushes.
- Soak in a neutral pH cleaner at moderate temperature per the cleaning agent manufacturer’s instructions.
- Rinse thoroughly with deionized water. Dry with compressed air.
Polish gates and shear edges lightly with diamond paste. Reassemble the mold and test fit with a dry cycle.
Monthly inspection and preventive maintenance
We recommend our wholesale clients conduct detailed non-destructive testing monthly, such as magnaflux for cracks. Flush cooling channels with descaling solution. Perform pressure tests to verify integrity. Verify alignment on multi-cavity molds using laser tools. Update the injection mold maintenance schedule based on actual cycle counts from production logs.
Cleaning protocols and critical component maintenance
Periodic and deep cleaning protocols
Cap mold cleaning procedures should be scheduled every 100,000 cycles. Our production experience suggests this cadence can meaningfully extend mold service life. Operators gain predictable downtime.
Remove stubborn carbon deposits with wooden or plastic scrapers. Apply mold-specific solvents to dissolve additives safely. Metal tools scratch surfaces.
Ultrasonic cleaning excels for cap threads and geometries. Immerse components in a 5% alkaline solution at 50–60°C for 20 minutes. Rinse thoroughly with deionized water.
Select pH-neutral mold cleaners and degreasers as part of sound mold preservation techniques. Follow with rust preventatives on steel parts. These steps cut corrosion risk in humid plants.
Inspect hot runner systems quarterly. Disassemble nozzles. Flush with hot air and cleaning pellets to clear residues.
Core and cavity care
Examine gate areas for erosion. Scrutinize thread profiles under 10x magnification. Early detection averts cap defects.
Polish cavities with diamond paste on felt bobs. Restore a fine surface finish appropriate for smooth ejection, typically in the sub-micron Ra range per mold design specs. This technique measurably improves cycle speeds in our trials.
Measure core and cavity dimensions with CMM tools. Verify tolerances stay within the design specification, typically tight sub-millimeter ranges depending on cavity geometry. Adjust or regrind as needed.
Ejection system optimization
- Stripper plates and ejector pins: Cycle manually to confirm free movement without binding. Address sticks immediately.
- Lubrication: Apply high-temperature grease via precision applicators. Protect product areas with barriers to reduce contamination to zero.
- Springs and hydraulic seals: Replace springs showing 10% compression loss and swap hydraulic seals exhibiting leaks. These swaps extend system reliability.
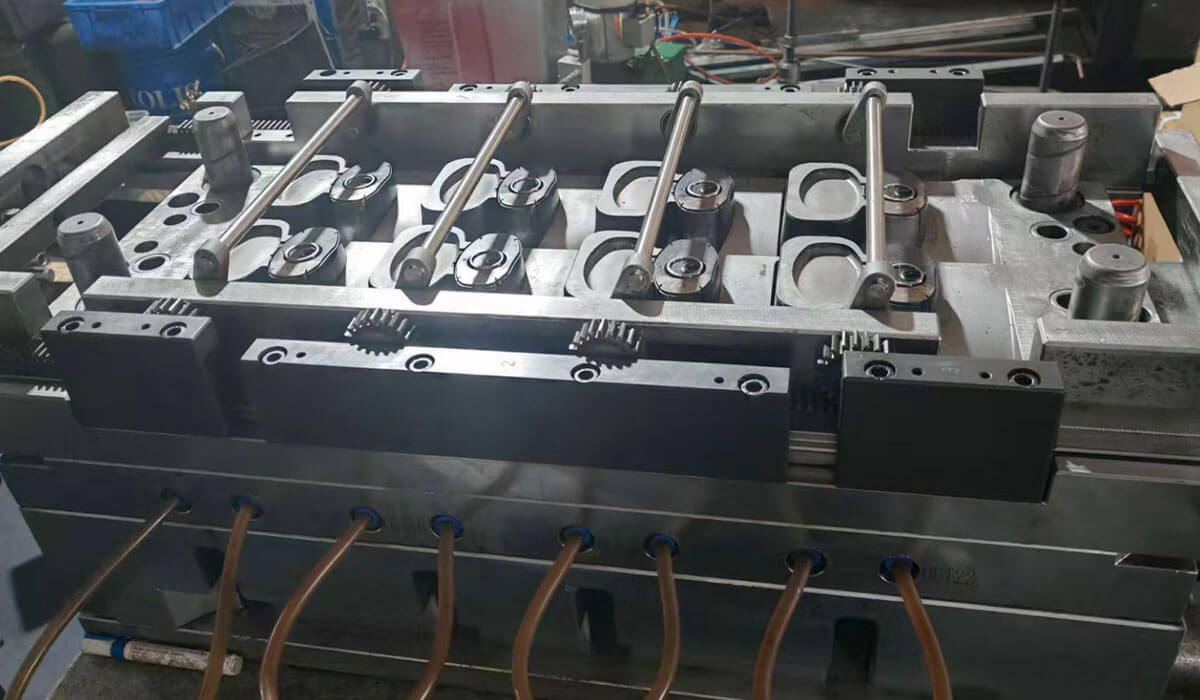
Cooling system descaling
Spot scale via reduced flow rates or uneven cap cooling. Probe channels for corrosion flakes. Act before efficiency falls 20%.
Circulate a dilute citric acid solution at elevated temperature per your cooling system supplier’s descaling guidelines. Flush with water until neutral pH. Heat transfer rebounds fully.
Pressure test channels at the rated working pressure specified by the mold or cooling system OEM. Listen for hisses. Seal micro-leaks with epoxy injections.
Troubleshooting common maintenance-related cap mold issues
Common maintenance-related mold issues, including flash, short shots, and surface defects, are resolved by systematically addressing gate dimensions, parting line wear, and venting before resuming cap molding production.
Flash or burrs
Plastic mold troubleshooting for flash begins with clamp pressure tests. Reduce pressure if it exceeds mold tonnage. Our production lines confirm this resolves most initial flash cases.
- Resize gates: Narrow them to match resin viscosity and shot volume.
- Polish parting lines: Address wear as part of routine plastic cap mold maintenance. Use 2000-grit diamond paste, then follow with ultrasonic cleaning.
- Inspect mold plates for damage: Repair dents or replace plates promptly.
Ejection difficulties / sticking parts
Eliminate vacuum buildup around ejector pins by installing vacuum breakers or enlarging vents. Apply mold release agents evenly, selecting silicone-free types for food-grade caps. In production testing at Go4Mould, draft angles must measure at least 1–2 degrees to ensure reliable ejection; re-machine if undersized.
- Replace failed ejector pins with oversized backups.
- Lubricate pins weekly with high-temperature grease.
- Align pins using precision gauges.
Drill or polish vents to improve air escape. Target vent depth per the resin manufacturer’s recommendation, typically in the range of 0.01–0.08 mm, depending on resin viscosity.
Short shots
- Clear blocked vents first: Use compressed air or fine probes.
- Unclog hot runner gates: Use copper wire and heat the mold to 80 °C.
- Adopt consistent venting maintenance: Clean vent slots as part of routine cap mold cleaning procedures, and polish slots after every 100,000 cycles.
Cooling inconsistencies
- Flush cooling channels regularly: Circulate a mild descaling solution at low pressure per your system’s rated capacity.
- Inspect for scale or rust buildup: Use borescopes for internal views.
- Map temperatures with infrared thermometers: Identify hot spots above 5°C variance and adjust baffles accordingly.
Stringing or drooling
- Disassemble nozzles quarterly: Clean tips with brass brushes and inspect for wear or carbon buildup. Replace nozzle tips showing measurable wear or enlargement beyond the OEM-specified tolerance.
- Heat nozzles to the resin-appropriate processing temperature during maintenance to soften residues, then wipe residues with non-abrasive cloths.
FAQs
- How often should a plastic cap mold be cleaned? Daily cleaning is recommended after a production run, with a deep cleaning and polishing schedule based on production hours and material type.
- What is the best lubricant for mold-moving parts? High-temperature mold-specific greases or dry lubricants are ideal for ejector pins, slides, and cores.
- Can improper temperature management damage the mold? Yes, excessive heat or rapid cooling can cause microcracks, warping, and surface erosion, thereby shortening the mold’s life.
- How can I prevent corrosion during storage? Store molds in climate-controlled areas, apply protective lubricants, and cover them to prevent exposure to dust and moisture.
- What preventive maintenance strategies improve mold life? Scheduled inspections, protective coatings, material compatibility testing, and operator training are essential strategies.
Conclusion
Proper maintenance of plastic cap molds involves routine maintenance, preventive strategies, and timely inspections. By focusing on cleaning, lubrication, temperature control, and careful handling, manufacturers can ensure cap quality, reduce downtime, and extend mold life. Regular monitoring and upgrades to maintenance practices not only protect the mold but also increase overall production efficiency, providing long-term cost savings and reliability. A proactive approach to mold maintenance is an investment that pays off in both product quality and operational stability.
Adopt a structured schedule now to maximize ROI. Share your tips in the comments, or connect with Go4Mould specialists for tailored audits, drawing on our direct manufacturing expertise, OEM/ODM capabilities, and complete parts support to propel your operations forward.
