

Bottle cap injection molding manufacture - GO4mould
Every cap that leaves your line carries a promise: seal integrity, consumer safety, brand consistency. When your molding operation is optimized — when resin selection, mold design, process control, and sustainability goals work as a unified system — that promise becomes a competitive moat. When any element drifts, the consequences cascade through reject rates, compliance exposure, and eroded margins faster than most teams anticipate.
GO4mould brings decades of hands-on tooling expertise, end-to-end process engineering, and a deep understanding of evolving compliance landscapes across packaging sectors. Whether you need a full technology audit of your current lines, guidance on transitioning to sustainable material strategies, or precision mold development for your next product launch, we work alongside your engineers — not above them.
Reach out for a no-obligation production assessment, or request our detailed buyer’s guide to benchmark.
Bottle cap injection molding processes
Plastic cap molding employs precise manufacturing techniques to produce durable, functional, and visually consistent caps. The choice of molding process depends on the cap type, material, production volume, and desired finish.
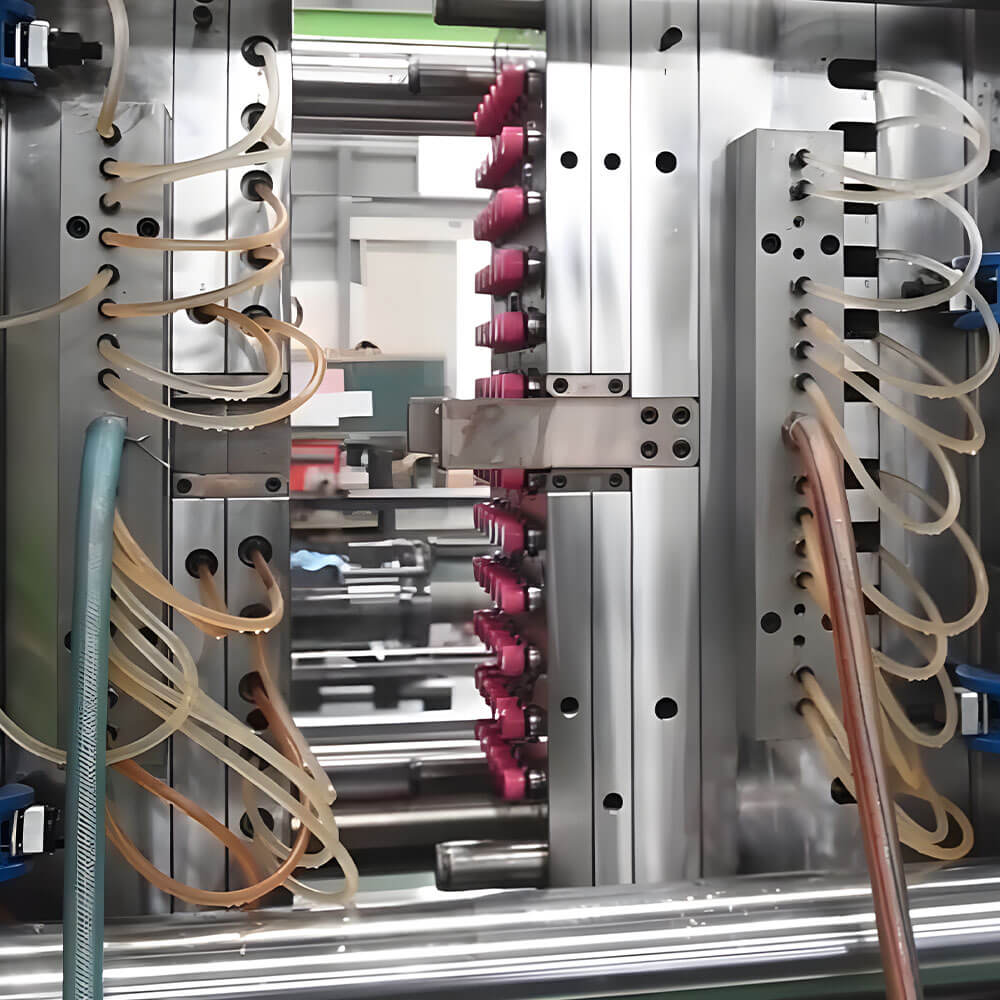
Injection molding begins by feeding resin pellets into a heated barrel. A reciprocating screw melts the material and builds a precise shot volume. The screw then drives forward, injecting molten polymer into a multi-cavity mold at pressures between 800 and 1,400 bar. The mold clamps shut under tonnage calculated from projected part area — a 48-cavity 28mm cap mold typically requires 250–350 tonnes of clamping force. After a cooling phase of 3–8 seconds, the mold opens, and the caps eject.

Advantages of plastic cap molding
Injection molding excels at complexity. Flip-top caps with living hinges as thin as 0.25mm, sport caps with integrated valves, child-resistant pharmaceutical closures — all demand the directional flow control and packing pressure that injection provides. Dimensional tolerances of ±0.02mm are achievable on critical sealing surfaces. Color concentrates, additives, and multi-material overmolding integrate seamlessly into the process.
- High production efficiencyModern molding machines allow for fast, high-volume production. Injection molding and other automated processes can produce thousands of caps per hour while maintaining consistent quality, reducing labor costs, and production time.
- Design flexibilityPlastic molding allows for a wide range of shapes, sizes, colors, and textures. Caps can be customized with features such as flip tops, spouts, tamper-evident caps, and ergonomic grips to suit both functionality and brand identity.
- Cost-effectivenessIn general, plastic caps are less expensive than metal or composite counterparts, particularly when produced in large quantities. Lightweight materials reduce shipping costs, and high-performance molding reduces waste.
- Durability and strengthProperly molded plastic caps resist cracking, warping, and deformation. They provide a reliable seal for liquids, powders, or chemicals, protecting the contents throughout the product’s shelf life.
- Leak and contamination preventionPrecision molding ensures a tight fit and consistent threading or sealing. The caps effectively prevent leaks, contamination, and deformation, which is important for food, beverage, and pharmaceutical applications.
Types of plastic caps
Plastic caps are available in many different forms, patterns, and uses, each of which is appropriate for particular products and sectors. Choosing the right type ensures proper sealing, ease of use, and brand consistency.

Screw caps

Snap-on caps

Flip-top caps

Sports caps

Child-resistant caps

Cosmetic caps

Dispensing caps
Bottle cap injection molding expert - GO4mould
- Factory View

More plastic injection moulds



Frequently Asked Questions
Plastic caps include screw caps, snap-on caps, flip-top caps, sports caps, child-resistant caps, and custom-designed caps. Each type requires a mold specifically designed for its shape and function.
Common materials include polypropylene (PP), polyethylene (PE), polyethylene terephthalate (PET), and high-density polyethylene (HDPE). The choice of material depends on the cap’s flexibility, chemical resistance, and application.
Melted plastic is injected under high pressure into a mold, making it ideal for large-scale manufacturing. Compression molding uses preheated plastic that is placed in an open mold and pressed to form a shape, which is suitable for thermoset plastics.
Quality is maintained through accurate mold design, controlled temperature and pressure, regular inspection for defects such as warping or flashing, and testing for fit, leak resistance, and durability.
Yes, manufacturers can customize caps in terms of size, shape, color, logo imprinting, thread type, and functional features such as tamper-evident seals or ergonomic designs.
Look what our previous clients have to say about us
 "Go4mould has been our go-to supplier for bottle cap molds for over three years. The precision and consistency of every batch is outstanding. Their team is responsive and always delivers on time — exactly what we need in a fast-paced production environment."James R.
"Go4mould has been our go-to supplier for bottle cap molds for over three years. The precision and consistency of every batch is outstanding. Their team is responsive and always delivers on time — exactly what we need in a fast-paced production environment."James R.- "The quality of their injection-molded caps speaks for itself. We've worked with several suppliers before, but Go4mould stands out for their attention to detail and competitive pricing. Highly recommended."Ahmed K.
- "From mold design to final production, the entire process was smooth and transparent. Go4mould kept us informed at every stage and the finished caps fit our bottles perfectly. We'll definitely be ordering again."Linda T.
Contact Go4mould today and get expert guidance on your bottle cap injection molding project
Whether you’re launching a new product or scaling up production, Go4mould is here to deliver precision-molded bottle caps that meet your exact specifications. Get in touch today for a free consultation and quote — no commitment required.
Essential materials for cap manufacturing
Resin selection determines everything downstream — cycle time, mold design, sealing performance, and unit cost. Choosing the wrong polymer for an application creates problems that no amount of process optimization can fix. The three material families below cover the vast majority of bottle cap injection molding projects we encounter in production.

Polyethylene (PE) and high-density polyethylene (HDPE)
PE remains the workhorse of cap manufacturing for good reason. Its molecular structure delivers an excellent moisture barrier, keeping contents sealed against humidity and vapor transmission. Impact resistance stays reliable even at low temperatures, a critical factor for cold-chain beverage and dairy logistics. The material also offers enough flexibility to absorb deformation during high-speed capping without cracking.
HDPE, the most widely specified grade, brings a density range of 0.941–0.965 g/cm³. That density translates into rigid yet lightweight closures. On our production lines, HDPE caps consistently achieve wall thicknesses down to 1.0 mm while maintaining the structural integrity needed for tamper-evident bands.
Primary PE and HDPE cap applications include:
- standard beverage screw caps
- milk jug closures
- lightweight water-bottle closures
- general-purpose dispensing caps.
From a manufacturing cost perspective, HDPE resin pricing has historically stayed 10–15% below PP on a per-kilogram basis. Cycle times run shorter too. HDPE crystallizes faster in the mold, letting us push output rates 5–8% higher than comparable PP tooling setups.
Polypropylene (PP)
PP earns its place wherever caps face heat, chemicals, or repetitive mechanical stress. Its melting point sits around 160°C — roughly 30°C above HDPE. That gap matters enormously for hot-fill beverage lines, where juice or tea enters the bottle at 85–92°C. HDPE caps soften and distort under those conditions. PP holds its shape.
Fatigue resistance sets PP apart for one specific design element: the living hinge. A properly designed PP living hinge flexes over one million cycles without failure. Our R&D testing confirms this figure across multiple resin grades. Flip-top caps on condiment bottles, shampoo dispensers, and sports drink closures all rely on this property.
Chemical resistance makes PP the default choice for packaging agrochemicals, industrial solvents, and cleaning agents. The polymer resists degradation from acids, bases, and most organic solvents at concentrations that would stress-crack HDPE within weeks.
PP does demand tighter process control. Its narrower processing window requires more precise melt temperature management, typically 220–260°C. Shrinkage rates run higher at 1.0–2.5%, so mold cavities need careful dimensional compensation. The tradeoff is worth it for applications where thermal or chemical performance is non-negotiable.
Specialized and emerging resins
PET caps are gaining traction fast, driven by one powerful market force: mono-material packaging. Brand owners and recyclers want the bottle and its closure made from the same polymer. A PET bottle paired with a PET cap eliminates the sorting step that contaminates recycling streams. Several European and Asian markets now incentivize or mandate this approach. PET cap grades engineered specifically for injection molding have reached commercial maturity, offering clarity, stiffness, and barrier properties competitive with PP in many closure applications.
Bio-based plastics represent the next frontier. Bio-PE derived from sugarcane ethanol is already a drop-in replacement for fossil-based PE. It processes on existing molds with no tooling modifications. Current bio-PE production capacity exceeds 200,000 metric tons annually worldwide, making supply viable for mid- to large-volume cap programs.
Post-Consumer Recycled (PCR) content integration is accelerating across our customer base. Many brand owners now specify 25–30% PCR-HDPE in their cap formulations to meet voluntary sustainability pledges or regulatory mandates like the EU Single-Use Plastics Directive. The practical challenge lies in maintaining a consistent melt flow index and color across PCR resin lots. We address this by blending PCR with virgin resin at controlled ratios and running incoming material quality checks on every shipment. Mechanical properties drop modestly — tensile strength decreases roughly 5–8% at 30% PCR loading — but cap performance remains well within specification for most beverage and personal care applications.
Design considerations for plastic caps
Designing plastic caps goes beyond aesthetics. It directly affects usability, sealing performance, durability, and overall customer satisfaction. A well-designed cap balances functionality, brand recognition, and manufacturing efficiency.
Cap geometry
The shape and size of the cap affect how it fits on the container, how easy it is to open, and how it interacts with dispensing. Rounded edges, ribbing, and an ergonomic shape improve grip and handling, especially for products intended for frequent use.
Three variables dominate every cap design brief: diameter, geometry, and thread profile.
- Diameter must match the target bottle neck finish exactly — a 28mm cap paired with a 38mm neck finish is an obvious non-starter, yet even 0.2mm mismatches between cap and finish create sealing failures at scale.
- Shape determines consumer interaction: a flat disc cap suits still water, a domed cap accommodates internal sealing plugs, and a tall-skirted cap provides space for tamper-evident features.
- Thread type — continuous, buttress, or lug — dictates how fast the cap engages, how much torque the consumer needs, and whether the capping line runs at 600 or 1,500 bottles per minute.
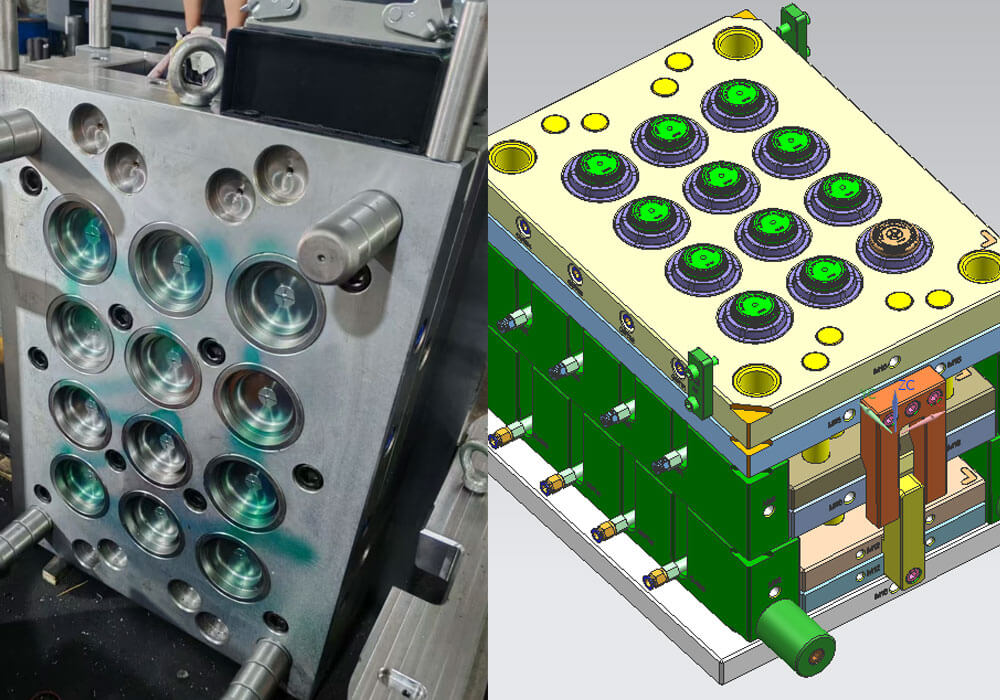
Design software translates these variables into production-ready geometry. Our engineering team relies on parametric CAD platforms to model thread pitch, wall thickness, and draft angles simultaneously. Finite element analysis (FEA) simulates top-load stress and side-compression before a single cavity is cut. Mold-flow simulation predicts fill patterns, weld-line locations, and shrinkage — catching problems that would otherwise surface only after tooling is complete.
Every design choice cascades into manufacturing. A cap with undercuts or a living hinge demands injection molding. A simple round closure with no internal features is a natural fit for compression molding. Wall thickness below 0.6mm pushes cycle times up and reject rates higher on most standard equipment. From a manufacturing cost perspective, settling these parameters early — before mold steel is ordered — saves weeks of rework and tens of thousands of dollars in tooling revisions.
Thread design and dimensional accuracy
For screw caps, the thread depth, pitch, and profile are important. Properly designed threads ensure a tight seal, prevent leakage, and provide compatibility with container necks.
The thread helix angle, lead length, and number of turns control two critical metrics: application torque and removal torque. Application torque, typically 8–18 inch-pounds for a standard 28mm beverage cap, must be high enough to seal reliably yet low enough for a consumer to open without tools. Removal torque should fall 20–40% below application torque after accounting for stress relaxation in the polymer over shelf life.
Pitch accuracy matters at the micron level. A thread pitch error of just 0.05mm across a 72-cavity mold creates inconsistent torque values, triggering capping-line rejects and consumer complaints. Our quality lab measures thread dimensions on optical comparators and coordinate measuring machines (CMMs) at every mold qualification run.
Standardized neck finishes eliminate guesswork. The PCO 1881 finish — the global default for carbonated soft drink bottles — specifies exact thread diameter, pitch, and sealing-surface geometry. The 29/25 finish serves hot-fill juice and tea applications. Designing caps to these published standards ensures interchangeability across filling lines worldwide. Deviating from a recognized finish standard means qualifying a proprietary neck-cap combination from scratch, adding months to a product launch.
Seal integrity
The primary function of a cap is to seal the container, preventing leakage, contamination, and spoilage. Manufacturers may use liners, gaskets, or integrated sealing ribs to enhance performance depending on product and material compatibility.
Linerless caps rely on geometry alone to create a seal. A bore seal uses a thin annular ring molded inside the cap top that presses against the inner diameter of the bottle neck. A plug seal extends a cylindrical plug downward into the neck opening. Both designs eliminate the cost and complexity of inserting a separate liner. They perform well for still water, juices, and non-carbonated beverages where internal pressure is minimal.
Preventing leakage in carbonated applications demands attention to three factors: sealing-surface flatness on the bottle finish (controlled to within 0.05mm), cap ovalization resistance during torque application, and long-term creep behavior of the polymer at storage temperatures up to 38°C. Our R&D testing shows that a 1.2mm-thick bore seal in HDPE loses roughly 12% of its sealing force after 90 days at 35°C. Switching to a plug-seal geometry with 0.3mm interference fit reduces that loss to under 5%.
Tooling and cap mold making
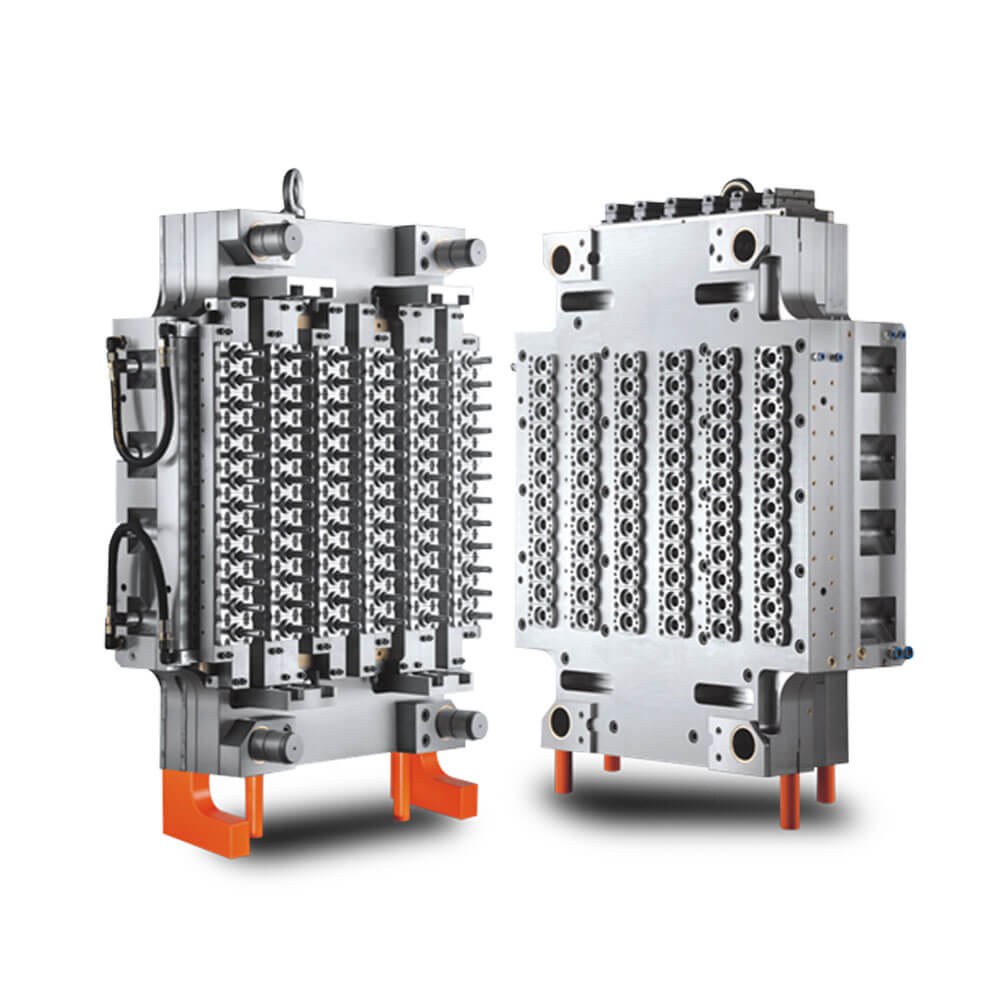
Three mold types dominate cap production: unscrewing molds, collapsible-core molds, and compression molds.
Dominant mold types
- Unscrewing molds: These use rotating cores to release threaded caps without deformation. They are the standard for continuous-thread closures produced by injection molding.
- Collapsible-core molds: These employ segmented cores that contract inward to release internal undercuts. They suit caps with tamper-evident bands or internal sealing rings.
- Compression molds: These use matched male-female cavity pairs mounted on a rotary turret. They handle high-volume, simple-geometry closures at very high speeds.
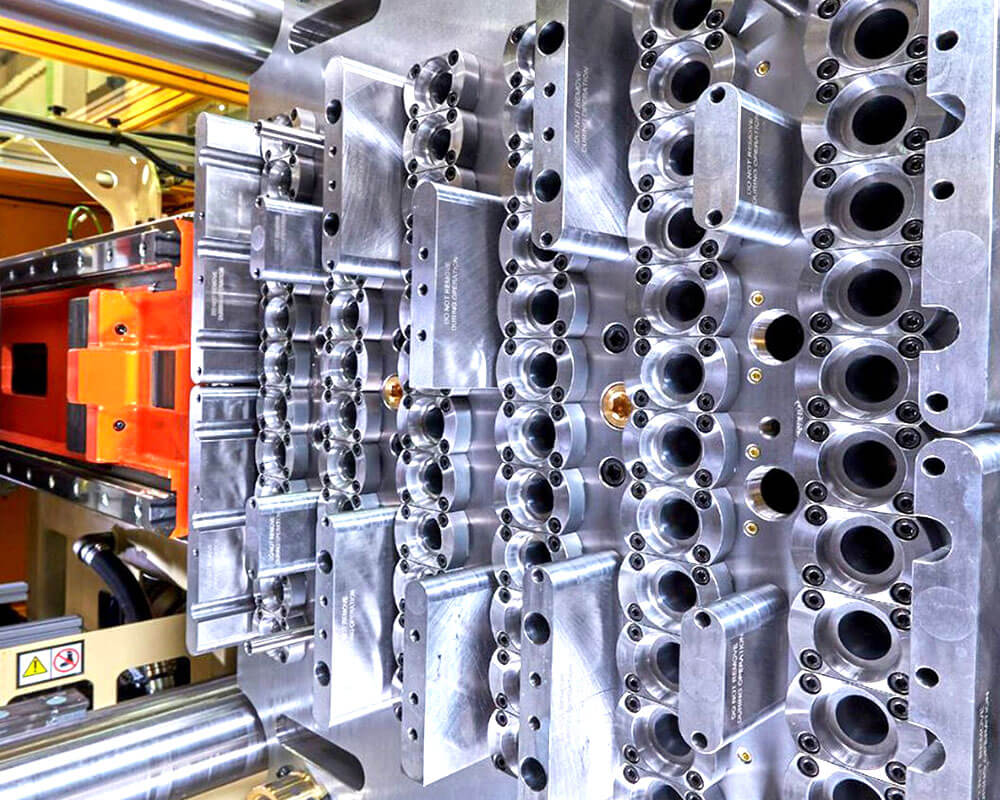
Mold steel selection and cavity count
Mold steel selection directly impacts tool life. H13 hot-work steel handles the thermal cycling of injection molds well, offering 2–5 million shots before major refurbishment. S136 stainless steel resists corrosion from acidic resin off-gassing and suits food-grade applications.
Cavity count ranges from 8 cavities for a specialty pharmaceutical cap to 96 or more cavities for a high-volume beverage closure. Every additional cavity increases mold cost by roughly 3–5%, but reduces per-unit cost significantly once amortized over tens of millions of caps.
Part geometry and cooling
Part geometry governs cooling-channel layout. Thin-walled caps (0.5–0.8mm) require conformal cooling channels machined close to the cavity surface to extract heat uniformly. Thicker caps tolerate conventional straight-drilled channels.
Uneven cooling creates warpage — the single most common dimensional defect in cap molding.
Common bottle cap injection molding defects and troubleshooting
Five defects account for the majority of production stoppages and customer complaints in cap molding.
Short shots
Short shots occur when the mold cavity does not fill completely. The cap emerges with missing features — thin walls, incomplete threads, or absent tamper-evident bands. Low melt temperature is the most common culprit; the polymer solidifies before reaching the cavity extremities. Insufficient injection pressure or inadequate venting produces the same result.
Corrective action starts with raising barrel temperature in 5°C increments while monitoring fill weight. If the problem persists, inspect vents for blockage and verify that the shot size matches the cavity volume.
Flash
Flash appears as thin excess material along the parting line or around core pins. On our production lines, flash most often traces back to excessive clamp tonnage wear or mold plate misalignment. Over-packing the cavity — running injection pressure too high — forces melt into micro-gaps between mold halves.
The fix involves recalibrating clamp force, resurfacing parting-line faces, and reducing hold pressure by 3–5% until flash disappears without introducing short shots.
Warping
Warping distorts the cap geometry after ejection. Caps that should sit flat on a surface rock or wobble. Uneven cooling drives this defect. One side of the cap solidifies faster, creating internal stress gradients that pull the part out of shape.
Balancing coolant flow across all circuits is the first corrective step. Reducing the temperature differential between core and cavity sides to under 5°C typically resolves mild warping. Severe cases demand a review of gate location and wall-thickness uniformity in the mold design itself.
Shrinkage
Shrinkage manifests as sink marks, dimensional deviation, or inconsistent thread profiles. Semi-crystalline resins like HDPE and PP shrink 1.5–3.0% as they cool, and any variation in packing or cooling amplifies the effect. Holding pressure that is too low or hold time that is too short allows the melt to retract before the gate freezes.
Increasing hold pressure in small increments and extending hold time by 0.5-second intervals brings dimensions back into specification. Monitoring part weight shot-to-shot provides the fastest feedback loop for shrinkage control.
Stress cracking
Stress cracking is the most insidious defect because it often appears days or weeks after production. Caps look perfect at ejection, then develop micro-cracks during storage or after contact with the filled product. Excessive residual stress from high injection speeds, cold mold surfaces, or premature ejection is the primary driver.
Environmental stress cracking agents — surfactants, essential oils, certain solvents — accelerate failure in stressed regions. Slowing injection speed by 10–15%, raising mold temperature, and extending cooling time before ejection reduce residual stress. Our R&D testing shows that annealing suspect batches at 60–70°C for 30 minutes can reveal latent cracking tendencies before shipment.
